- ホーム
- 技術について
- リコーのテクノロジー
- 工作機械向け「振動見える化技術」
工作機械向け「振動見える化技術」
背景
製造業では、生産性の向上などを目的とした工程可視化の取り組みが進められています。 工程可視化のためには、機械の加工状況を正確に把握することが必要です。機械の振動には、加工状況を把握するための多くの手掛かりが含まれています。
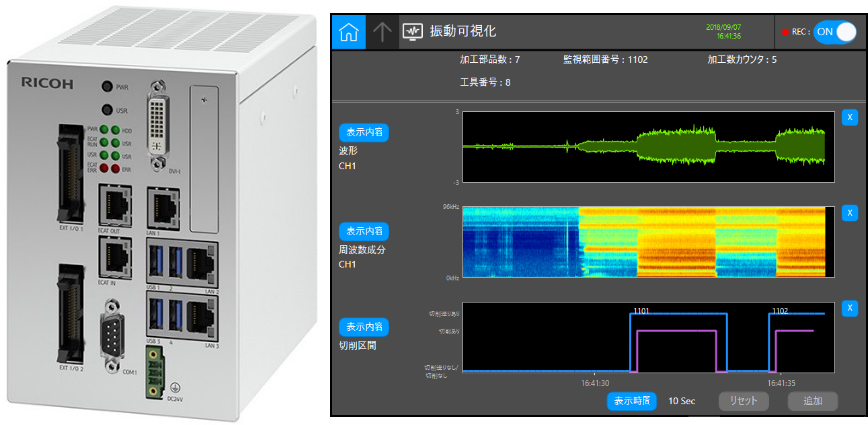 (左)リコー製産業用PC(右)システム画面例
(左)リコー製産業用PC(右)システム画面例
解決したこと
多くの情報を含んでいる機械の振動ですが、同時にさまざまなノイズも含まれています。この中から有用な情報だけを抽出して正しく状況を把握するためには、以下の3つの課題を解決する必要がありました。
- 苛酷な環境下でも正確に振動をセンシングすること
- 加工の種類や状態によって様々に変化する振動を適切に解析すること
- 振動の特徴や判定結果を分かりやすく表示すること
リコーは、これらの課題を解決し、工作機械の振動を的確にリアルタイムで見える化するシステムを開発することに成功しました。これにより、生産性や生産品質の向上につながるデータを作業者や監督者が簡単に確認することができるようになりました。
技術の特徴
1. 高耐性デバイス
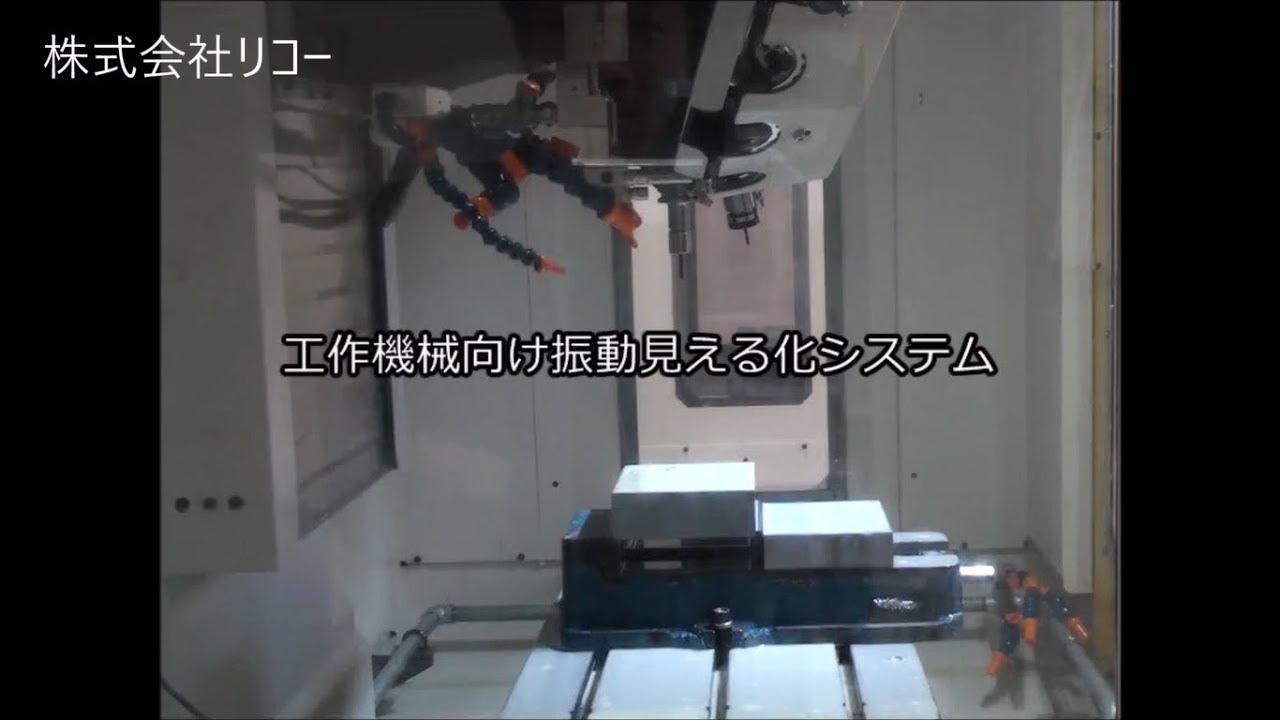
工作機械の内部には、高速に飛び交う鋭く尖った切りくずや、さまざまな化学的特性を持つ冷却液、強い電気ノイズなどが存在します。そこで、「耐衝撃性」「耐薬品性」「耐ノイズ性」を備えた、可聴帯域から超音波帯域までの微細な振動を確実に拾うことのできる専用のセンサーを開発しました。
このセンサーはヒトの耳では聴くことのできない超音波の振動までを拾うことのできる加速度ピックアップ(振動をセンシングして電気信号に変換するセンサーの一種)を、頑丈なアルミ製筐体に密閉した構造になっています。この筐体内部にはアンプ(増幅器)も内蔵されており、電気ノイズの影響を受けにくくしています。センサーケーブルは適度な太さで、耐衝撃性、耐薬品性にも優れた被覆が施されています。
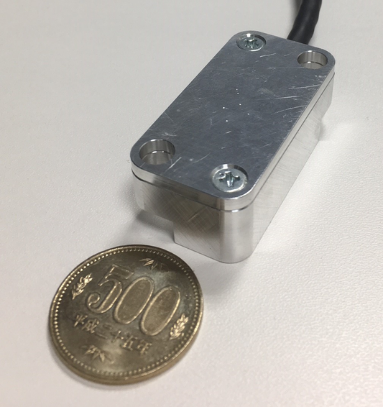 専用センサー
専用センサー
2. 汎用的な解析技術
工作機械の振動は、加工の種類や工具の種類や摩耗度合い、被削材の種類などによってさまざまに変動します。そこで、AI技術を利用してこのような変動の影響を吸収し、加工品質や工具摩耗の状態を高精度に数値化することのできる汎用的なアルゴリズムを開発しました。
ここで行われている処理は、非切削時と切削時の振動の違いに基づいて工具が実際に切削を行っている区間のみを抽出する「実切削区間抽出処理」と呼ばれる前処理と、抽出された実切削区間内の信号の変化に基づいて異常の度合いを数値化する「異常スコア算出処理」の2段階で構成されています。
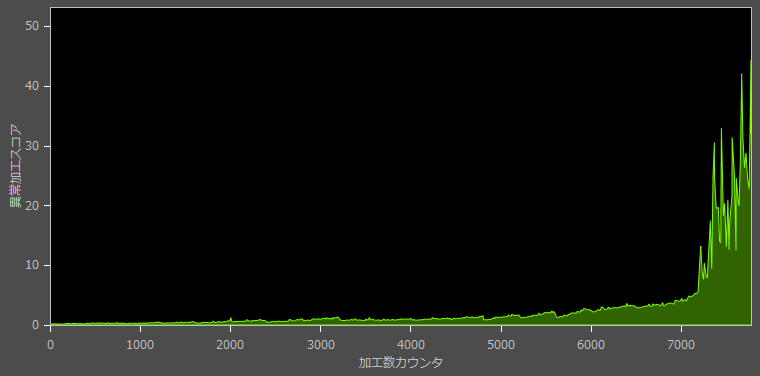 異常スコア
異常スコア
なお、この「実切削区間抽出処理」の結果は、それ自体が加工の異常を示す手掛かり※としても有用です。
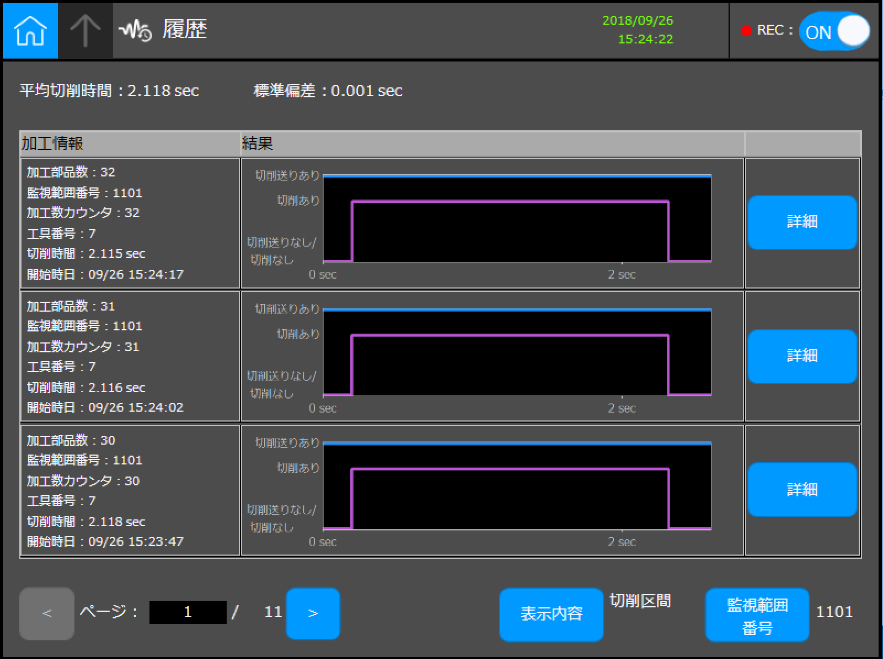 実切削区間(ピンク線)抽出結果の履歴
実切削区間(ピンク線)抽出結果の履歴
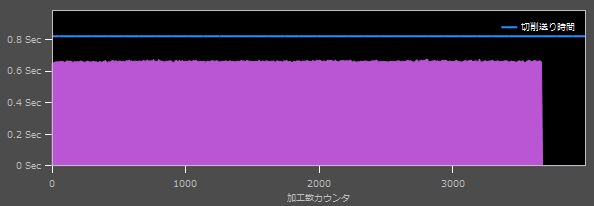 抽出した実切削区間の長さ(ピンク領域)の推移
抽出した実切削区間の長さ(ピンク領域)の推移
- ※
- 量産工程で同じ加工を繰り返し行っているにも関わらず、この「実切削区間」が大きく変動した場合、工具の装着ミスや破損、被削材の装填ミスや形状のばらつきなどが疑われます。
3. 高い操作性&視認性をもつ可視化インタフェース
本技術を搭載したシステムは、ファナック(株)製iHMI仕様CNCのタッチパネルから操作することができます。加工現場での簡単な操作で、限られた画面スペースに振動波形の振幅や周波数成分、解析によって得られたスコアや過去の履歴などの有用な情報を分かりやすく表示することができるよう、各種ボタンやレイアウトなどのデザイン面にも工夫が行われています。
リコーの想い
本技術を搭載した最初の商品は、ファナック(株)の協力の下、同社製小型切削加工機「ロボドリル」への組込装置として開発を進めてきました。今後は、既に市場で稼動中の様々な工作機械への取り付けも含めて、より多くのユーザー様に本技術の価値をご提供できるよう、より高精度で使いやすいシステムの実現を目指してさらなる技術開発を進めてまいります。

本技術の分類:分野別「AI(人工知能)」「センシング」|製品別「ソリューション」